納期お急ぎの方必見!短納期・小ロットで注文可能なオーダーメイド商品の登場!

こんにちは!
ブログ自体ご無沙汰になっていまして…内容もお知らせばかりですみません…
これからパッケージにまつわる役立つ情報をどんどん発信していきたいと思いますので、これからもどうぞ宜しくお願いいたします。
さて、そんな今回もお知らせではあるのですが…笑
先日当社ユーパッケージで新しく注文が可能になった商品がございます。
『オーダーメイドダンボールの日本国内生産商品』です。
明確な商品名が無いので長くなってしまいましたが、今まで韓国で生産していたオーダーメイド商品が日本でも生産が可能になりました。
これにより韓国から発送するよりも短納期で、また日本国内で流通しているダンボール原紙を使用しますのでダンボールの色味や強度などもイメージしていただきやすくなったかと思います。
ただ、生産できる対象商品がございますので下記についてご確認ください。
韓国生産と日本生産の違いについて
対象商品
まず、日本で生産が可能になった対象商品は以下となっております。
◎オーダーダンボール(A式/みかん箱タイプ)
オーダーダンボールの他の形式や化粧箱も日本生産できるようになれば理想ですが、現状ではみかん箱タイプのみ生産が可能な状態です。
納期
次に納期についてですが、下記ご参考ください。
【韓国生産】
ご注文確定後 14~20営業日
【日本生産】
ご注文確定後 5営業日
一番の違いはこの納期の早さかと思っています。
韓国生産の商品はやはり船便で日本へ輸送する時間がかかりますのでどうしても2週間ほどは必要になりますが、日本生産は5営業日という早さです。
対象の商品は限られていますが、お急ぎの方には非常にメリットのある選択肢になるかと思います。
注文数量
注文ができる数量にも大きな違いがあります。
例えば300x300x300mmのみかん箱タイプを製作する場合の最小ロット数は以下のようになります。
【韓国生産】
330枚
【日本生産】
10枚
何百枚も必要ないのにな…という方には助かるんじゃないでしょうか。
もちろんロットが少ないと単価は割高になるのですが、小ロットも製作可能と対応の幅が広がりました。
その他にも材質の違いなどありますが、気になる方は一度実際にご注文してみてはいかがでしょうか?
オーダーメイドのダンボール箱が10枚から製作できるので、今までよりもハードルはぐっと下がりお手軽にご注文ができます。
ご注文方法などご不明な点がありましたらメールもしくはお電話でお受けしておりますので、ぜひ一度お問合せいただければと思います。
ご注文お待ちしてます!
化粧箱製作でお悩みの方にはコレ!『化粧箱サンプルセット』がおすすめ!

今回は当社で販売している「化粧箱サンプルセット」についてご紹介したいと思います。
化粧箱を作りたいと思っているけれど、どんなパッケージにしたらいいか分からない…どんな紙がいいのか分からないとお悩みの方にぜひご参考にしていただきたいサンプルになっています。
形、紙、加工方法のすべてが分かるサンプルセット
こちらのセットには以下のサンプルが同封されています。
- 形状サンプル
- 用紙サンプル
- 表面加工サンプル
形状サンプルは当社で製作している化粧箱の基本形状のパッケージサンプルとなります。
基本形状以外にも特殊型など様々な形状で製作が可能です。
用紙サンプルはコートボール紙、カードA、カードB、アイボリーの4種類とそれぞれ310g~450gまでの厚みも揃えたサンプルになります。
表面加工はOPニス加工、プレスコート、マットPP、ツヤPPの4種類です。
当社のウェブサイトからご注文時に選択可能なすべてのオプションを網羅したサンプルで、そのひとつひとつを手に取ってご確認いただくことができるので、化粧箱作りの際には非常に役立つサンプルになると考えております。
料金は送料別途で500円(税込)となっていますのでコスト面でも非常に手に取りやすいものになっているかと思います。
初めて化粧箱を製作される方には形状や用紙の選択は少しハードルが高い部分もございます。
この化粧箱サンプルセットはそんなお悩みを手助けしてくれるものになっていますので、製作を検討されている方にはぜひ一度手に取っていただきたい商品でございます。
サンプルに入っていない用紙や形状などもご対応可能なのでお気軽にお問合せください。
『化粧箱デザインサービス』を使ってオリジナル化粧箱を作ってみませんか?

昨年開始したダンボール専用の「データ作成サービス」に続いて、化粧箱専用の「化粧箱デザインサービス」が今年より提供されています。
「化粧箱デザインサービス」はデータ作成サービスと同様にユーパッケージがデザインの作成をさせていただくサービスとなっております。
ダンボール印刷よりも複雑で多彩なデザインが必要とされる化粧箱のデータ作成は「Illustrator」を用いたデータ作成が必須でデザインを一から作成するには非常にハードルが高くなります。
また、デザイン会社への依頼はクオリティは約束されますが、料金が高額になってしまうなど、化粧箱の製作費用と合わせてもコスト面での負担が大きくなってしまいます。
「化粧箱デザインサービス」はそんなハードルの高い化粧箱製作をより手軽に検討してもらえるよう安価な料金でサービスを提供しております。
プランについて

ご希望のデザインによってプランが分かれており、現在のご検討内容に合った料金プランのご選択が可能です。
注意点
「化粧箱デザインサービス」はあくまで印刷データを作成できない方のサポートをさせていただくサービスです。
ロゴマークやイラストなどを一からデザインすることは対応しておらず、必要な素材は全てお客様からのご提供が条件となります。
素材は揃っているが、Illustratorを持っていないのでデータ作成ができないといった方にオススメのサービスです。

【Illustrator】アートボードをオブジェクトの大きさに合わせる方法

今回は知らなくてもいいけれど、知っていたら作業効率も良くなるちょっとした操作方法について紹介したいと思います。
アートボードのサイズを調整したい場合、いくつかの方法があるかと思います。
1つはツールバーから「アートボードツール」を選択して直接アートボードのサイズを調整する方法。直感的に操作ができるの非常に便利です。
その他では直接サイズ入力をして正確に変更を行う方法もあります。
今回はアートボード上に配置されたデザインやオブジェクトに合わせて一気にサイズ変更をする方法について紹介します。
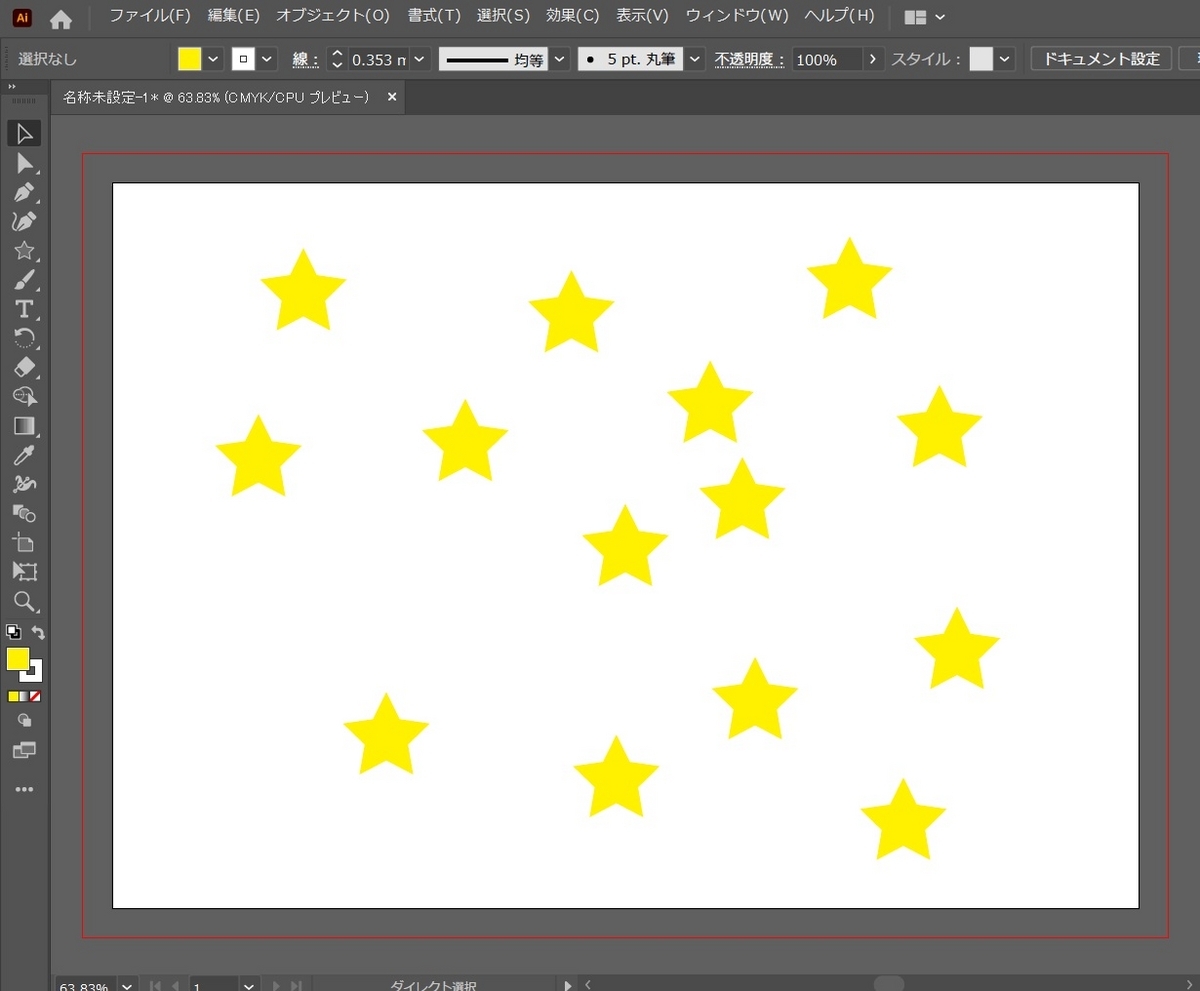
オブジェクトのサイズに合わせてアートボードを調整する方法

まずアートボード上にオブジェクトを配置します。
「オブジェクト」→「アートボード」→「オブジェクト全体に合わせる」の順で選択をします。

このようにオブジェクトの大きさに合わせてアートボードも自動で調整がされます。

オブジェクトがどのような形でも横×縦の大きさに合わせてアートボードが調整されるようになっています。
オブジェクトが複数ある場合のアートボードの調整方法
アートボード上にテキストやデザイン、画像など複数のオブジェクトがある場合、アートボードを調整する手段は2つあります。
①オブジェクト全体を認識してアートボードを調整する

これは先ほど紹介した方法と同じ手順で行い、配置されているオブジェクトの最も外側に合わせてアートボードが調整されます。
②対象のオブジェクトを選択してアートボードを調整する

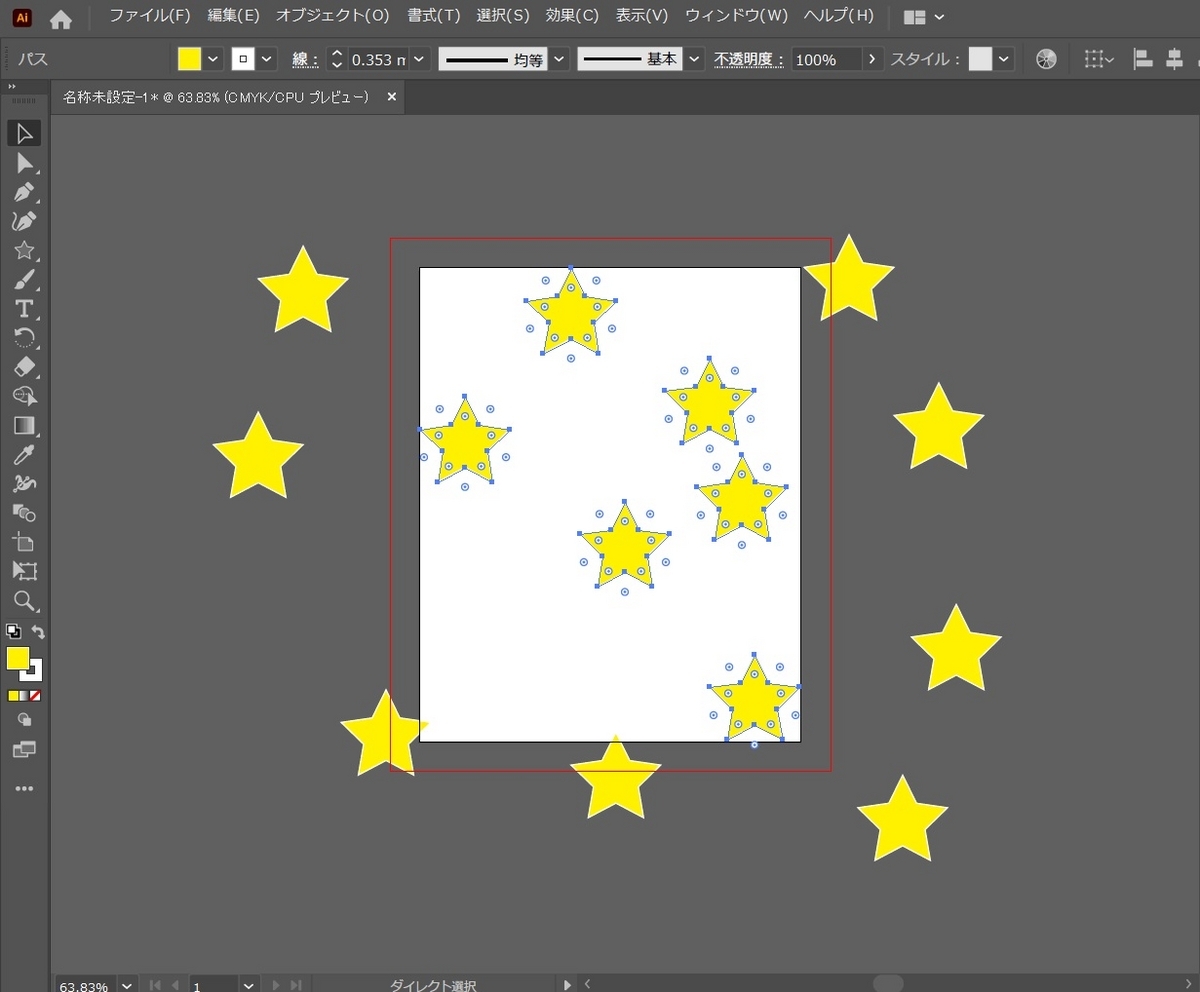
複数あるオブジェクトの中から選択したオブジェクトに合わせてアートボードを調整する方法です。
「オブジェクト」→「アートボード」→「選択オブジェクトに合わせる」の手順です。
今回はアートボードをオブジェクトの大きさに合わせる簡単な方法について紹介しました。
アートボードについては過去にいくつか記事を書いているので合わせて参考にしていただけるとありがたいです。
スミベタとリッチブラックの違いとは?

印刷で表現する黒にはいくつか種類があります。
その中でも一般的なものが「スミベタ」と「リッチブラック」です。
どちらも一見するとただの黒色で違いが分かりづらいのですが、同じ黒は黒でも使用するインクが違う理由からデザインによってスミベタとリッチブラックのどちらが最適かといった相性もあります。
今回はスミベタとリッチブラックを選ぶときのポイントや注意点などを紹介していきます。
スミベタとは?
スミベタはC(シアン)、M(マゼンタ)、Y(イエロー)、K(ブラック)のインクでKのみを100%使用した黒色です。
K1色を使用した黒色なので版ズレの影響もなく、テキストの印刷など細かいデザインの印刷に向いています。
スミベタの注意点
他のインクを重ねていないスミベタはオーバープリント処理がされますので注意が必要です。
オーバープリントについてはこちらの記事を参考にしてみてください。
スミベタの下に重なって配置されているデザインは印刷を行うとぼんやりと透けて見えます。データ上では確認ができず、事前に知っておかないと防ぐことが難しい印刷トラブルです。
特にパターン柄などの背景が重なっている場合は見落としがちで注意が必要です。
ただ、スミベタにCなどのインクを少し入れることでオーバープリントは防ぐことができるので対策も可能です。
リッチブラックとは?
リッチブラックはCMYK4色のインクを掛け合わせて表現される黒色です。
配色の比率は様々ですが当社ではC30% M30% Y30% K100%を推奨しています。
リッチブラックは4色のインクの掛け合わせということもあり、はっきりとした濃い黒色で印刷され、面積の大きなベタ印刷も綺麗にしあがります。
データ上では同じ黒色に見えるスミベタとリッチブラックですが、印刷してみるとスミベタの方が少し水で薄めたような黒色であることが分かるかと思います。
リッチブラックの注意点
リッチブラックは4色の掛け合わせなので版ズレが起こりやすくなります。
版ズレは紙の収縮などによって各色の印刷位置が僅かにズレることによって起こります。
リッチブラックはCMYK4色を使用した黒色なので版ズレが起こりやすく、また4色がズレることになるので目立ちます。
そのためリッチブラックはテキストなどの線が細いデザインには不向きで、ベタ塗りなど面積の大きなデザインに適しています。
テキストには先ほど紹介したスミベタの使用をおすすめします。
今回はスミベタとリッチブラックの違いについて紹介しました。
同じ黒色でも特性を知っておくことで使い分けることができますし、印刷トラブルを防ぐことにもつながりますのでぜひ覚えていただければと思います。
ギフトボックスの必須アイテム『仕切り』について紹介
ギフトボックスは季節やテーマに合わせて、そのお店がおすすめする商品が詰め合わせされていて、プレゼント用として購入することが多いので見た目の特別感も大事ですよね。
種類の異なる商品がギフトボックスの中には収納されるので、1つ1つがどういった商品なのか存在感を持たせるために、こういったギフトボックスには「仕切り」が使われることが多いです。
アソートされた商品を種類ごとに分けるための仕切りであったり、1つの商品を目立たせるために仕切り、商品を固定させるための仕切りなどギフトボックス以外でも仕切りが必要な場面は多くあります。
今回は商品にスポットライトをあてる黒子のような「仕切り」について紹介をしたいと思います。
仕切りの用途について

冒頭でも少し触れましたが、仕切りを使う目的は様々です。
商品の仕分け
仕切りの用途として最も多いのが異なる商品同士を分けるための仕切りです。
1つのパッケージの中に複数の異なる種類の商品が入る場合、種類ごとで分けたほうが商品を購入した側としては使いやすいですよね。
ギフトボックスのような商品の詰め合わせだけでなく、例えば小型家電や雑貨など製品自体がパーツで複数に分かれていたり、取扱説明書などの付属品が一緒に収納される場合でも仕切りを使って収納する場所を分けることもあります。
商品の固定
もう1つがパッケージの中で商品が動かないようにしっかりと固定するための仕切りです。
固定する目的もいくつかあり、1つは商品が箱の中で動いて損傷しないように仕切りを使って固定することです。仕切りを使って固定することで仕切り自体が緩衝材になるので、ピッタリサイズの箱よりも少し余裕のある箱に仕切りを入れる方が商品を保護することができます。
固定するもう1つの目的は、商品のアピールのためです。
ギフトボックスなどでよく使われますが、収納する商品の数に対してあえて大きめのパッケージを使用し、仕切りを用いて商品を固定することで存在感を際立たせることができます。
ギフトボックスならではの特別感や高級感を演出することができますし、店頭でのディスプレイとしても活躍してくれます。
仕切りの種類
山型
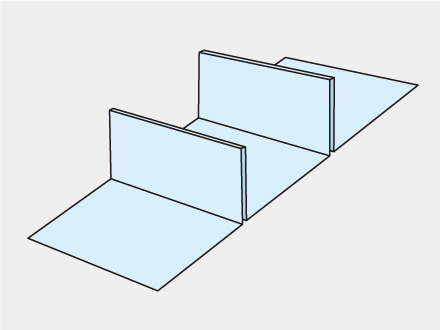
最もシンプルかつ汎用性の高い仕切りがこの山型になります。
主に商品を分ける際に用いられる仕切りで、様々なジャンルの商品の仕切りとして使用できます。
瓶などの仕切りとして使用すれば仕切りそのものの役割はもちろん、瓶同士の接触を防ぐ緩衝材の役割にもなりますのでおすすめです。
中ゲス
商品を1つずつはめこんで固定するための仕切りです。
商品の存在感を際立たせることができるのでギフトボックスなどにもおすすめです。
その反面、スペースを多く取ってしまうので数量の多いパッケージには不向きの仕切りです。
製作する際には商品の寸法に合わせて型を作る必要があるので製作者側との綿密なやり取りが必要になるでしょう。
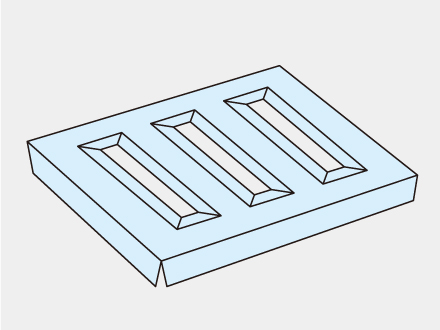
格子型
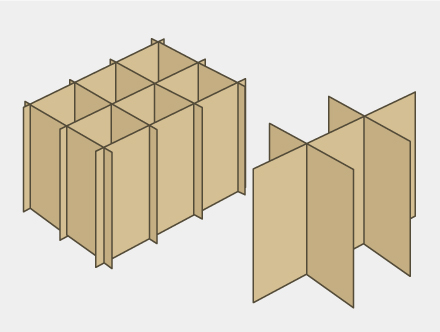
主にビール瓶やワインボトルなどの酒類や、調味料のボトルなどの収納の際に用いられる仕切りです。
商品を分けるというよりも瓶同士の接触を防ぐための緩衝材として使われます。
運搬用のダンボール箱の中に入るものがほとんどなので仕切り自体も頑丈なダンボール素材で製作することがほとんどです。
仕切り製作の注意点
仕切りは商品それぞれの寸法に合わせて設計をします。
寸法に加えて、数量や収納する向きによって仕切りの形や大きさも変わります。
そして仕切りの仕様が決まったら外箱(パッケージ)の設計も必要となります。
このように通常のパッケージよりも製作者側とのやり取りが増えますので、製作を依頼する側も事前にパッケージの全体像を具体的に決めておかないと想定していたよりも製作開始まで時間がかかってしまうということもあります。
今回はパッケージのクオリティを上げてくれる「仕切り」について紹介しました。
求めるクオリティに比例して、依頼するハードルも少し上がってしまいますが、仕切りのあるなしでは実際に商品を手にする方が感じる印象にもかなり違いがあるはずです。
当社ユーパッケージでは上記で紹介した仕切りの型以外にもどんな型でもお受けしています。
どのように依頼をすればいいか分からない方でも、当社のスタッフがピッタリな仕切りを提案することもできます。
ぜひ一度ご相談いただければと思います。